
 (3 vote(s),
(3 vote(s), Après ce billet d'annonce je vous présente aujourd'hui l'imprimante 3D que j'utilise depuis quelques semaines et les raisons de ce choix.
J'en profite pour vous donner quelques astuces, les choses importantes pour bien débuter et toutes les informations que j'aurais aimé avoir quand j'ai débuté. Car oui, c'est un domaine chronophage.
Voici donc la Monoprice Select Mini v2 (MPSM v2), une mini imprimante 3D.
Mes critères de sélection
N'ayant pas beaucoup de place chez moi pour installer une imprimante je ne voulais pas d'une imprimante comme la Creality CR10, Alfawise U20 ou Tevo Tornado. Je cherchais quelque chose de compact et qui ne nécessite pas de passer trop de temps sur l'assemblage / réglage.
L'impression 3D est un domaine qui demande d'investir du temps avant de comprendre comment tout ça fonctionne. Cela touche à l'électronique, la mécanique, la physique et la modélisation. Sans parler des mots anglais et des nombreux acronymes... Autant dire qu'il faut être particulièrement motivé avant de se lancer là-dedans, et c'est pour ça que j'ai mis autant de temps. La passion du sysNetAdmin m'accaparant déjà beaucoup.
Je précise que ce billet n'est lié à aucun site ou partenaire, je vous donne juste un avis et partage mon expérience sur cette imprimante car j'aurais aimé avoir ces informations pour me lancer.
Monoprice Select Mini v2
Le choix s'est porté sur une imprimante américaine, la Monoprice Select Mini v2 (site officiel). La mienne est blanche mais l'imprimante existe également en couleur noire et sans aucune différence.
C'est pour moi l'imprimante idéale pour débuter dans l'impression 3D.
Une imprimante sortie en 2017 qui dispose de qualités intéressantes :
- une taille réduite
- le module de commande est intégré (et non déporté)
- imprimante livrée montée
- plateau chauffant isolé (60°c max)
- fiable
- connectivité USB et stockage microSD (wifi non testé)
- normes européennes
- écran couleur IPS 3.7"
- tarif attractif : moins de 200 euros
Du côté des inconvénients potentiels :
- volume d'impression réduit (12 x 12 x 12 cm)
- peu de customisation possible
- ajustement du plateau impossible sans clé hexagonale
- quelques bugs de firmware (espace dans les noms de fichiers)
- le lit en métal n'est pas parfaitement plat (ne gène pas l'impression)
- pas de détection de fin de filament ou de reprise après coupure électrique
- impression d'une seule couleur (mono extruder)
- pièces de remplacement onéreuses (15$ mini car expédié du canada)
Je parle d'inconvénients potentiels car la taille d'impression réduite était plutôt un avantage qu'un inconvénient pour moi.
https://twitter.com/xhark/status/1053023130678190081
Caractéristiques
Cette imprimante est de type FDM (Fused Deposition Modeling). Le principe FDM est le suivant : un filament est fondu par la buse puis déposé couche par couche par la buse jusqu'à former un objet en 3 dimensions.
On parle aussi de FFF (Fused Filament Fabrication, fabrication par fusion de fil) ou MPD (Molten Polymer Deposition, dépôt de polymère fondu) qui signifient la même chose que FDM.
Quand on parle d'extrusion c'est le fait de faire ressortir le filament de l'imprimante par la buse composée d'un diamètre inférieur (après avoir fondu).
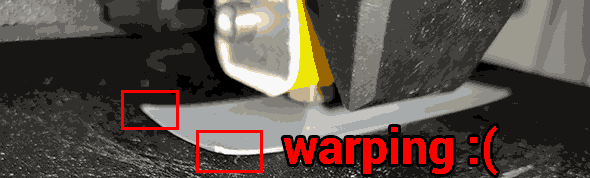
La MPSM v2 est capable d'imprimer du PLA et de l'ABS (je n'ai pas essayé), avec une précision jusqu'à 100 microns, soit 0.1 mm. Seul le PLA s'imprimera correctement, l'ABS est là pour des questions marketing maïs il n'est pas adapté. En plus d'être particulièrement toxique il nécessite des températures trop importantes pour l'imprimante. Cela peut fonctionner avec de petites pièces mais vous risquez d'avoir très rapidement un décollement (warping) des angles avec de plus grosses pièces :
On peut faire varier l'épaisseur d'une couche avec une seule et même buse, c'est en réalité le moteur qui pousse le filament qui s'en charge. Plus c'est rapide plus c'est épais. Avec la buse de 0,4mm livrée on peut donc imprimer en 0,10mm sans problème (jusqu'à 0,30mm).
Toutefois une buse dont le diamètre de sortie est plus large peut s'avérer nécessaire avec certains filaments contenant des particules tel que le bois. Je n'ai pas encore essayé d'imprimer en 0,4mm et il semblerait que ça fonctionne mais si la buse se bouche alors passer en 0,5 ou 0,6mm ne parait pas déconnant.
Sachez que ce modèle d'imprimante ne permet pas l'impression de filament flexible, la tête d'impression étant trop éloignée du moteur de l'extrudeur (feeder). En tout cas ce n'est pas possible sans modification.
La vitesse d'impression est de 55mm/sec et la température d'extrusion maximum de 230°c.
Côté logiciel l'imprimante est compatible avec Cura, Repetier-Host, ReplicatorG, Slic3r et Simplify 3D.
Un manuel en français est disponible.
Déballage et prise en main
Pour ceux qui souhaitent se rendre compte à quel point il n'y a rien à faire à pour commencer à utiliser l'imprimante je vous mets 2 vidéos de makers en français :
Les éléments de base
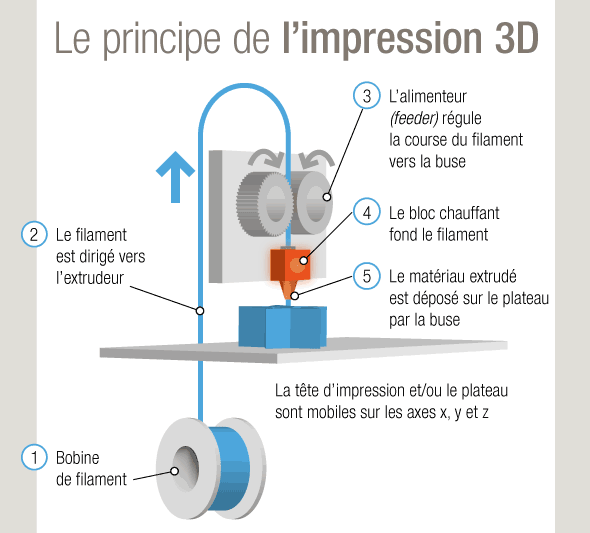
Voici un schéma que je trouve particulièrement simple pour comprendre comment fonctionne une imprimante 3D :
Bien régler la hauteur du plateau (lit / bed)
Ne négligez pas l'importance du réglage de la hauteur du plateau (nivelage) grâce à l'épaisseur d'une feuille de papier (idéalement 80 g/m² mais ça a peu d'importance).
Si la buse est trop proche vous endommagerez rapidement le buildtak noir collé sur le lit, et son adhérence en prendra un coup. De plus vous laisserez des traces. Ah oui, Buildtak est une marque qui fabrique des supports plastiques qui permettent aux premières couches de plastique de bien accrocher sur le lit. C'est assez rugueux mais ça s'use avec le temps. Là encore il existe bien d'autres matières comme lit et je vous en reparlerai en détail plus tard.
A l'inverse trop loin les couches de plastiques n'adhéreront pas. La feuille doit frotter sous la buse mais ne doit pas se bloquer. Vérifiez ça sur les 4 angles et sur 2 à 3 endroits aléatoirement sur le plateau. Sur la mienne le milieu du plateau est légèrement plus haut et la buse peut frotter contre le buildtak malgré un bon réglages sur les angles, dans ce cas je descends le plateau d'environ 1/4 de tour.
La clé hexagonale est une 2 mm pour info (clé allen).
Quel filament utiliser ?
Je vous conseille donc l'utilisation exclusive du PLA qui est composé d'acide polylactique biodégradable et compatible avec le milieu alimentaire :
le PLA peut être obtenu à partir d'amidon de maïs, ce qui en fait la première alternative naturelle au polyéthylène (le terme de bioplastique est utilisé). En effet, l'acide polylactique est un produit résultant de la fermentation des sucres ou de l'amidon sous l'effet de bactéries synthétisant l'acide lactique. Dans un second temps, l'acide lactique est polymérisé par un nouveau procédé de fermentation, pour devenir de l'acide polylactique (wikipedia)
C'est cette matière que l'on trouve dans les sachets en "mais" qui remplacent le plastique. D'où cette légère odeur de maïs (ou de gaufre suivant les nez^^) à l'impression. Ce n'est pas du tout toxique, l'impression en intérieur ne nécessite pas de précaution particulière.
La qualité du filament est primordiale pour 2 raisons :
- qualité de la matière (s'il fond mal, de façon pas uniforme, etc)
- diamètre du fil
- taux d'humidité
Les filaments sont en général livrés en conditionnement hermétiquement filmé et il est conseillé de les conserver à l’abri de l’humidité. Le fabricant y ajoute souvent un sachet de dessiccant (du silica gel contenu enveloppé dans un papier poreux) à l’intérieur de l’emballage. Je vous reparlerai du stockage plus en détail je pense dans un autre billet.
Pour bien comprendre les types de filaments 2 vidéos d'Olivier et Tommy :
Comprendre l'importance de la qualité du filament
Le diamètre du filament pour cette imprimante est de 1.75 mm. Vous verrez que la tolérance de fabrication du filament varie, celle-ci est généralement indiquée dans la fiche produit, exemple : ±0.05mm. Plus la valeur est petite mieux c'est, car un filament mal calibré va provoquer un mauvais glissement du filament qui va patiner ou au contraire ne pas être assez large pour se faire pousser dans le tube.
Exemple :
- Filament PLA tolérance 0.02 mm
- Filament PLA tolérance 0.05 mm
Chez IceFilaments c'est systématiquement du 0.05mm par exemple. Je n'ai pas rencontré de souci avec du 0.05mm de tolérance, mais par contre sur des échantillons j'ai foiré au moins 1 impression sur 2.
Quand vous insérez le filament il faut le couper en biseau (45°c) avec des ciseaux ou idéalement une pince diagonale et je vous referai un billet sur les accessoires que j'utilise :

Le filament doit être bien droit (et pas courbé!) pour pouvoir être avalé par le moteur de filament (feeder). Déplacez le bloc d'impression plutôt à droite sur l'axe horizontal afin de faciliter l'insertion du filament dans le bloc. S'il est complètement à gauche c'est presque impossible tellement l'angle est fort dans le tube PTFE. La tête doit être préchauffée à au moins 190°c pour que le filament fonde en bout de course.
https://twitter.com/xhark/status/1050713939053604864
Conclusion
Je vous l'ai dit je débute dans ce domaine, je me suis posé toutes les questions d'un coup, un peu perdu même 🙂
Je vous partagerai les quelques améliorations que j'ai pu apporter sur l'imprimante pour améliorer les impressions, je vous parlerai de Simplify 3D, des marques de filament et les résultats associés... mais aussi les pépins comme la buse qui se bouche et un filament qui ne bouge pas d'un caramel dans le tube PTFE...
Depuis quelques mois Monoprice a sorti la Monoprice MP Select Mini Pro, c'est une amélioration de la v2 qui ajoute un écran tactile, un nivelage automatique et un plateau amovible et magnétique pour le décollement des pièces. Partez donc plutôt sur la version Pro si vous avez le budget (50€ de plus).
N'hésitez pas à me donner votre retour sur ce genre de contenu, si ça vous intéresse ou non, etc. D'autres billets arriveront dans les semaines et mois à venir !
Et suivez moi sur twitter et insta si mes péripéties 3D vous intéresse, je partage pas mal de photos et vidéos 🙂
https://twitter.com/xhark/status/1050504457715363845
2 commentaires
Bonjour,
Juste pour info, la nouvelle version de l'imprimante n'est pas encore disponible hors US. Réponse du support suite à un message de ma part pour connaitre la disponibilité du nouveau modèle.
@TheCyberSeb: ah merci pour l'info 🙂